ŘEŠENÍ Z PRAXE
Přesné polohování lepených dílů na autoskla
Dokážete říct, jak velkou část svého života se na svět díváte přes čelní sklo automobilu? Nejspíš jste o tom nikdy nepřemýšleli a čelnímu sklu nevěnujete příliš pozornosti. U moderních vozidel však jde o poměrně sofistikovanou komponentu, skládající se až z několika desítek dílů, které navíc musejí být namontovány velice přesně. Právě tato přesná montáž je úkolem zařízení vyvinutého společností FOR G pro teplický závod nadnárodního výrobce autoskel, společnost AGC Automotive Czech.


Autor: Festo
S přesností na desetiny milimetru
Čelní sklo se u moderních vozidel stalo nejen konstrukčním prvkem přispívajícím k tuhosti karoserie, ono se navíc s přibývajícím množstvím nejrůznějších asistenčních systémů ve stále větší míře stává platformou pro umístění jejich snímačů. Dešťové senzory, radarové přijímače, kamery pro ovládání adaptivních světlometů, snímače pro ovládání tempomatu atd. – to vše dělá z čelního skla doslova oči automobilu. A ty oči musejí vidět velice přesně, protože mají přímý vliv na bezpečnost všech účastníků silničního provozu.
Až 40 nejrůznějších komponent
Zařízení, o kterém bude v následujícím textu řeč, stojí téměř na samém konci montážní linky autoskel, ale my se nyní vraťme zpět na začátek tohoto procesu. Asi víte, že moderní automobilová skla mají lepenou sendvičovou konstrukci složenou ze dvou plátů skla, mezi nimiž se nachází fólie. V prvním kroku se tedy z tabulí tenkého skla a fólie vyřízne potřebný rozměr, sesadí se sendvič a ten se následně „zapeče“ při vysoké teplotě. Během tohoto procesu pak sklo získává i požadovaný prostorový tvar. Následně se na hotové autosklo natiskne obvodový černý pruh, který slouží jako UV ochrana pro lepidlo.
V tomto momentu je třeba na sklo připevnit jednak obvodovou ochrannou pryžovou lištu a jednak držáky nejrůznějších snímačů. Podle slov Jiřího Nešlehy ze společnosti AGC jich může být v závislosti na stupni výbavy vozidla až 40. A jak už bylo řečeno, tím, že jde o prvky aktivní bezpečnosti, stanovují si výrobci vozidel přesnost usazení na desetiny milimetru.
Společnost FOR G se chopila zadání navrhnout a zkonstruovat zařízení, které takto přesnou montáž zvládne. Zvolila použití výrobků Festo – nejen pro nekompromisní požadavek na přesnost, ale i pro široké možnosti a jednoduchost změny parametrů montáže prostřednictvím Motion Terminalu VTEM. Požadavek AGC Automotive Czech totiž zněl mimo jiné na velkou univerzálnost zařízení tak, aby každý typ autoskla měl svoje „kopyto“, jehož jednoduchou výměnou lze měnit výrobní program linky.

Jedním z našich základních požadavků byla univerzálnost zařízení tak, aby jednoduchou výměnou přípravku bylo možné měnit výrobní sortiment linky.
Tři serva a dva krokové pohony
Základem pracoviště je montážní stůl tvořený zmíněným kopytem neboli přípravkem, do kterého se usazuje lišta lepená na sklo a pomocí podtlakové přísavné lišty přichytí. Stůl stojí vedle pásového dopravníku, ze kterého si každé sklo pomocí přísavek uchopí podávací rameno.
Po uchycení skla zjistí zespodu umístěná kamera přesně polohu místa pro lepení držáku snímačů a tuto informaci předá příslušnému PLC, které celé zařízení ovládá. Na základě polohy pak kompletní sestavy pohonů, tj. motory EMMT, ovladače CMMT-AS, mechanika a příslušný software, umístí na sklo v závislosti na poloze definované součásti uložené v samostatné kartridži a předem opatřené lepidlem. Po montáži kamera opět zkontroluje jejich polohu, a pokud vyhodnotí, že montáž proběhla správně, přísavky sklo uvolní a podávací rameno vrátí sklo zpátky na pás linky. Celá tato operace probíhá v taktu cca 40 sekund.
Servopohony se polohují v osách x a y, navíc umožňují natáčet kartridže. Parametry jejich funkce, jako je rychlost pohybu a přítlačná síla, lze jednoduše měnit. Kromě nich pak jsou součástí stolu ještě dva ovladače krokových motorů CMMT-ST. Ty vytvářejí nastavitelné dorazy pro rozdílné velikosti skel. Opět jednoduchým přenastavením lze snadno a rychle upravovat parametry zařízení podle právě požadovaného typu skla. Použití krokových motorů s odměřováním je v tomto případě výhodné proto, že mají jednodušší konstrukci než servopohony. Pro dané použití, kdy se přenastavení stolu neprovádí často, tak naprosto vyhovují.
Výše uvedený postup může znít jednoduše, ale rozhodně tomu tak není. Přesná poloha nalepených držáků je naprosto klíčová, jakákoliv nepřesnost by znamenala, že sklo není použitelné, tedy velkou finanční ztrátu. Kontrolu správné montáže proto hlídají desítky čidel. O sběr signálů se stará systém vzdálených vstupů a výstupů CPX-AP-I.
Závěr
Automatizační úloha lepení úchytů na sklo je typickou ukázkou optimálního skloubení kamerové techniky pro přesnou identifikaci polohy a následné přesné manipulace, kterou umožňují kompletní sestavy servopohonů s ovladači CMMT-AS. Řízení prostřednictvím Motion Terminalu VTEM pak dává konstruktérům a programátorům do ruky elegantní nástroj pro snadnou změnu parametrů

Zařízení pro přesné osazování držáků na autoskla
Čelní skla moderních automobilů jsou osazována nejrůznějšími držáky senzorů
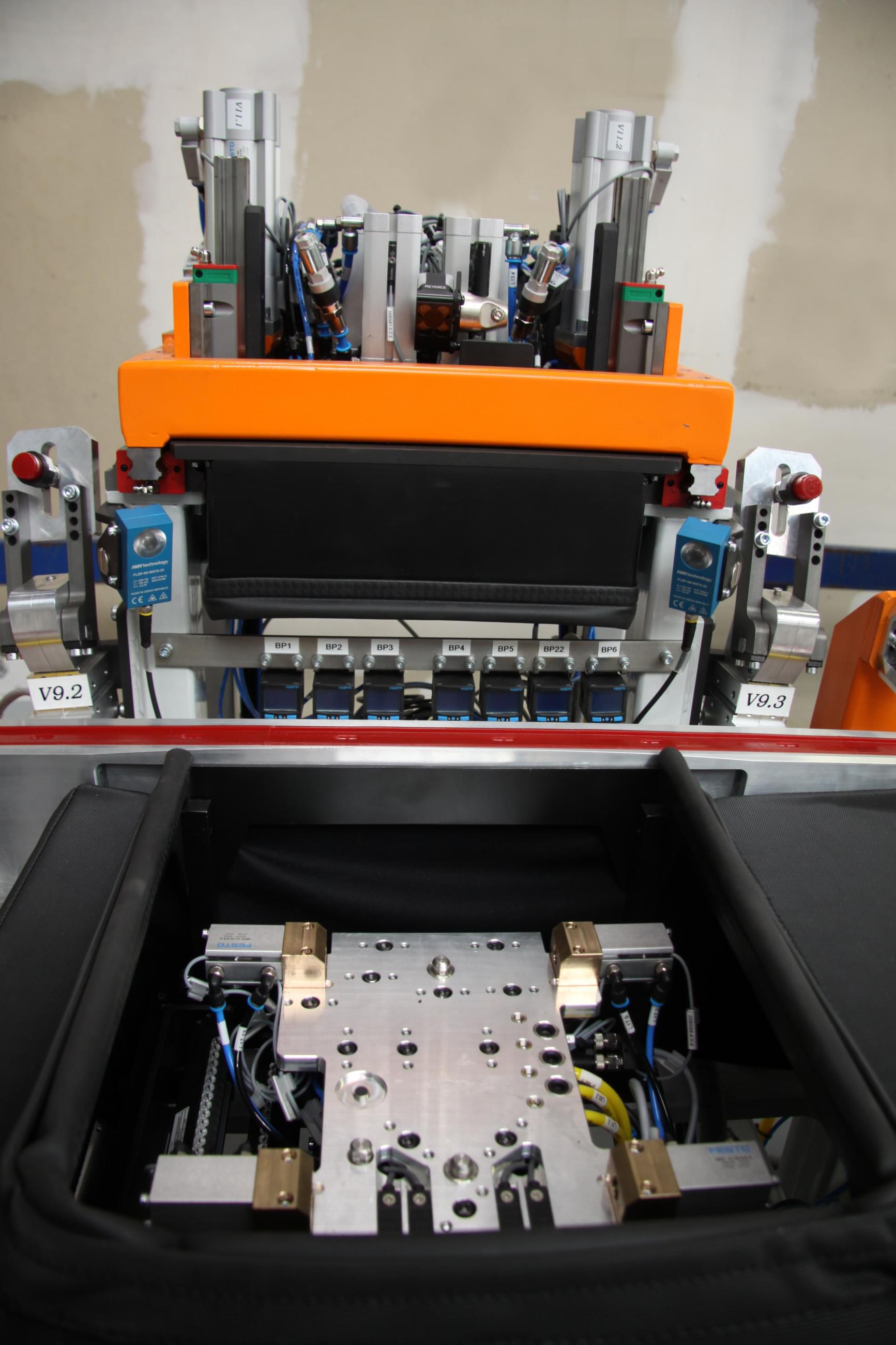
Snímače není nutné zapojovat až v rozvaděči – systém vzdálených vstupů a výstupů CPX-AP-I
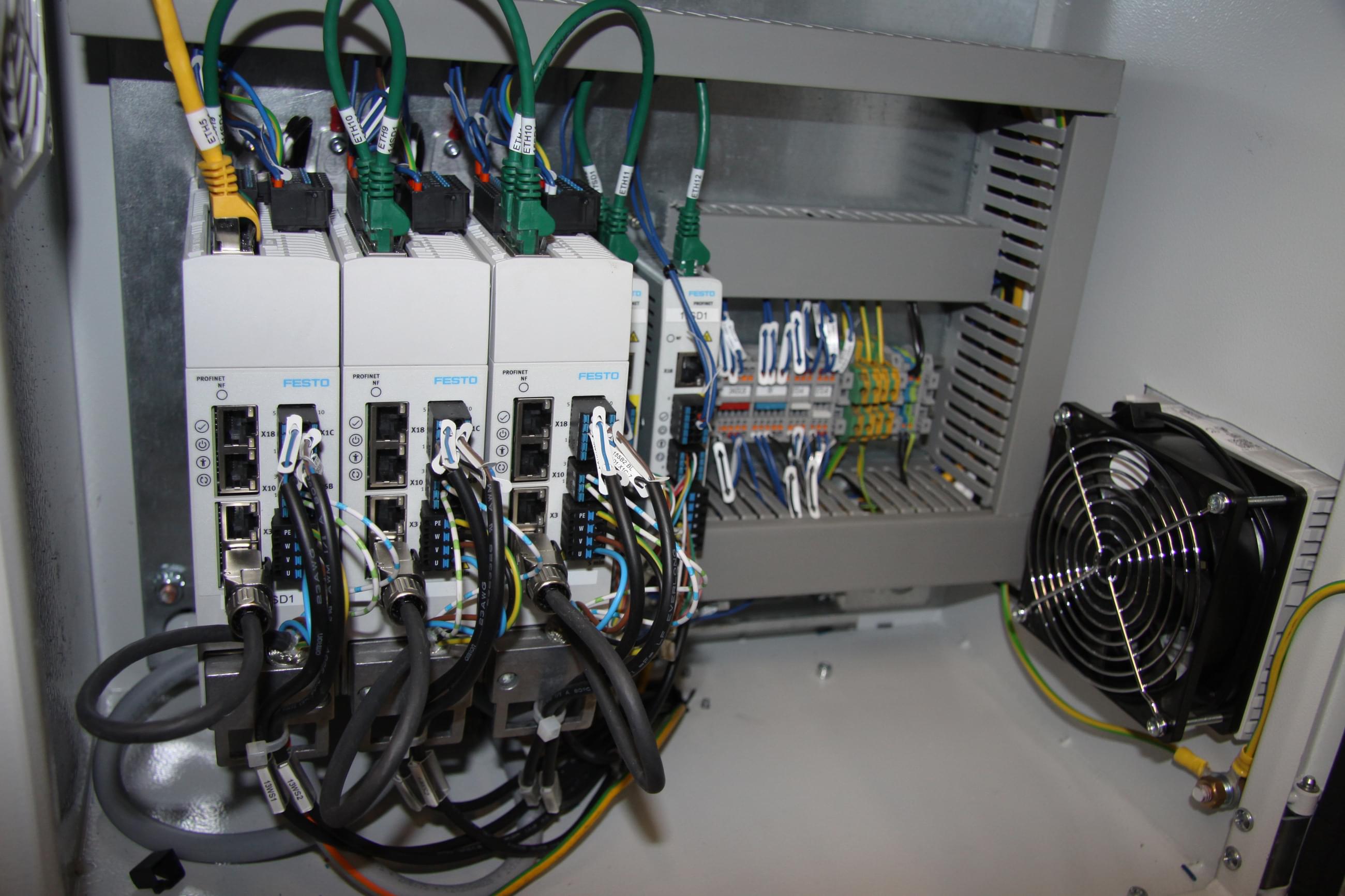
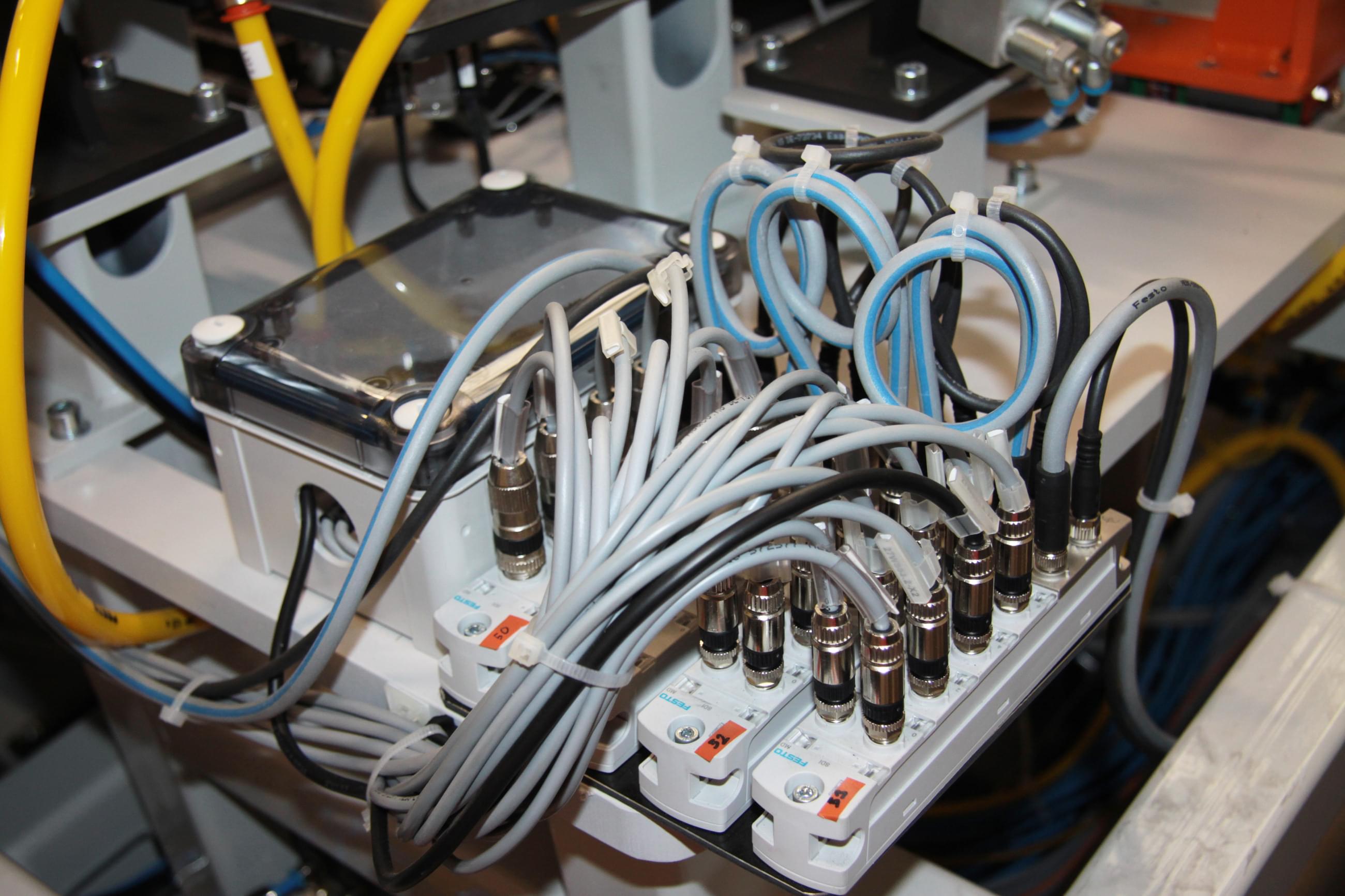
Ovladače serv CMMT