ADITIVNÍ VÝROBA
FDM / FFF 3D tisk z pohledu vybavení komory tiskárny
I uživatel 3D tiskáren s minimem zkušeností jistě ví, že do výsledku tiskového procesu promlouvá mnoho faktorů. Abychom vyjmenovali alespoň ty základní: je to už samotný výběr materiálu, tiskové parametry, výrobce filamentu, tiskařovy zkušenosti a okolní teplota tištěného vlákna. A právě poslednímu zmíněnému tématu se budeme věnovat v tomto článku.


Autor: Pavel Sequens, Produktový specialista 3D, Elvira|Abc3D
Výrobce tiskáren vždy u konkrétní tiskárny uvádí široké portfolio materiálů, kterými lze tisknout. Co už ovšem neuvádí, je informace, do jakých rozměrů a s jakými vlastnostmi lze materiálem tisknout. Z vlastní zkušenosti vím, že když dva dělají totéž, není to totéž a toto pravidlo platí i u tiskáren.
Jako názorný příklad uveďme materiál ABS. Nejprve shrnutí základních faktů, tento materiál hojně využívaný v průmyslu jistě všichni známe. V tiskárně s otevřenou komorou z něj určitě budeme schopni vytisknout malé objekty, ale rozměrnější výtisky se nám budou kroutit a praskat. Když budeme tento materiál tisknout v komoře, která je pasivně vytápěna deskou, tato hranice praskání a kroucení se nám posune, ale výsledek pořád nebude úplně ideální. Nejlepšího výsledku docílíme, když budeme tisknout na tiskárně s aktivně vytápěnou komorou. Potud jasná fakta.
Nicméně naše zkušenosti říkají, že výtisk, který byl (sice zdárně) vytištěn v otevřené komoře, nedosahuje kvalitou a mechanickými vlastnostmi na výtisk, který měl perfektní podmínky pro tisk – tedy vytápěnou komoru. Abychom si tuto naši zkušenost ověřili v číslech, udělali jsme ve spolupráci se Střední průmyslovou školou a Gymnáziem Na Třebešíně měření trhacích testů. Naše testování probíhalo tak, že jsme k tisku trhacích vzorků využili tiskárnu s vyhřívanou podložkou a otevřenou komorou (BCN3D Sigma D25). Dále jsme tiskli na tiskárně s vyhřívanou podložkou a zavřenou komorou (BCN3D Epsilon W27) a na průmyslové tiskárně s aktivně vyhřívanou komorou do 70°C (Omni3D Factory 2.0 NET).
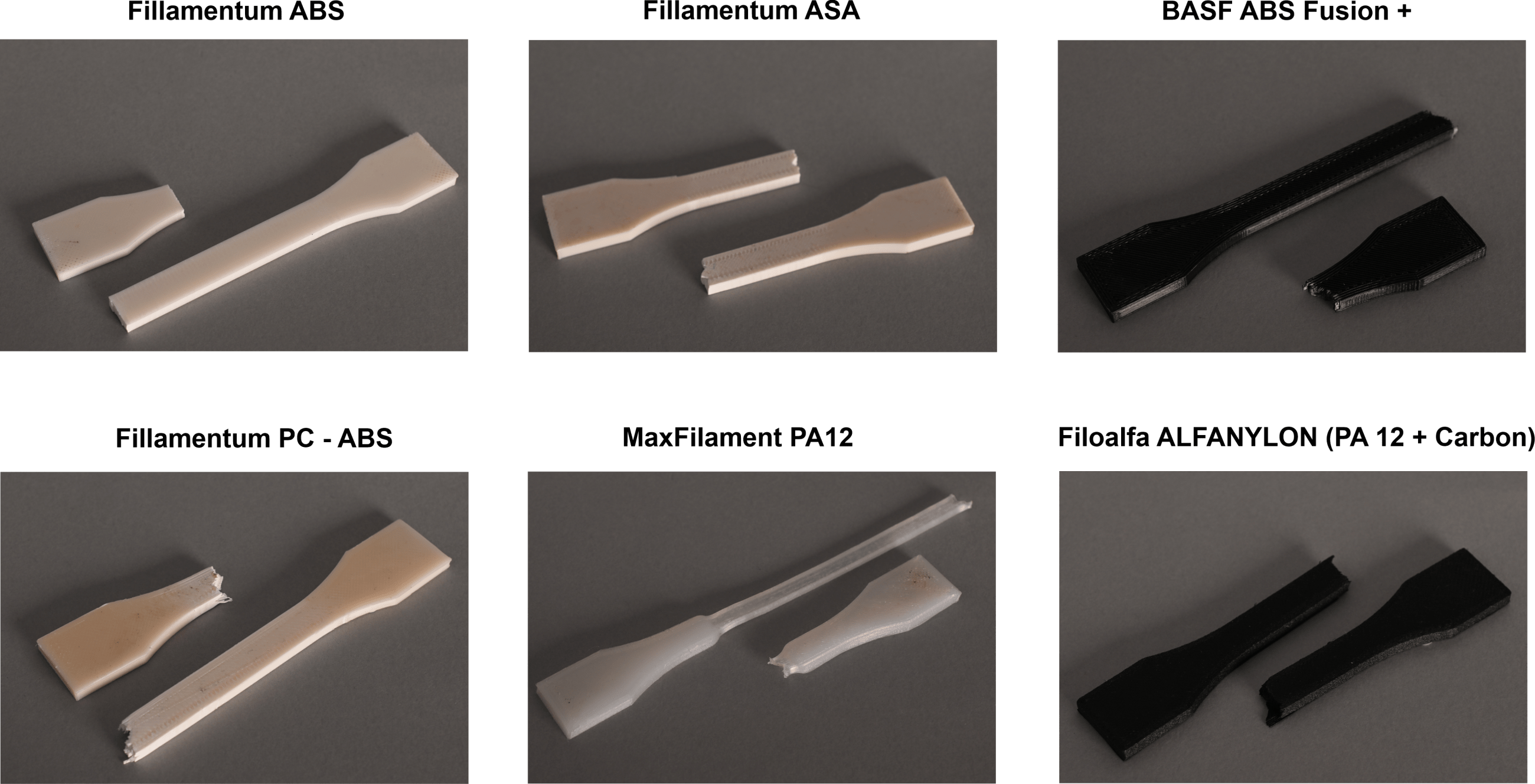
V níže uvedeném přehledu pak můžete vidět, které materiály jsme testovali. Po vytištění jsme všechny vzorky z daných materiálů podrobili trhacím testům. Průměrné hodnoty, které byly pro přetržení třeba, jsou přesně uvedené v porovnávací tabulce.
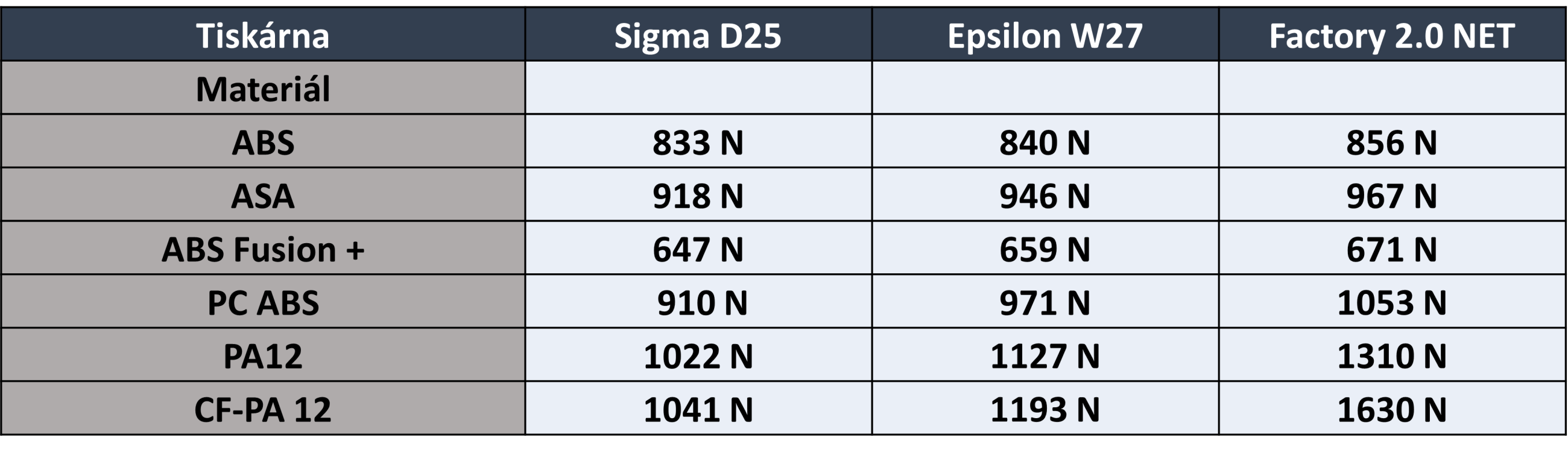
- Z výsledků je možné vidět, že všechny materiály vydržely větší namáhání v případě, že byly tištěny ve vyhřívané komoře.
- Tištěné objekty byly rozměrově nízké v ose Z a tedy měly během tisku velice podobné podmínky (vyhřívaná deska držela stálé teplo v okolí výtisku). Největší rozdíl se projevil při chladnutí dílů.
- Dá se předpokládat, že při tisku rozměrnějších dílů by byly naměřené rozdíly hodnot rozsáhlejší.
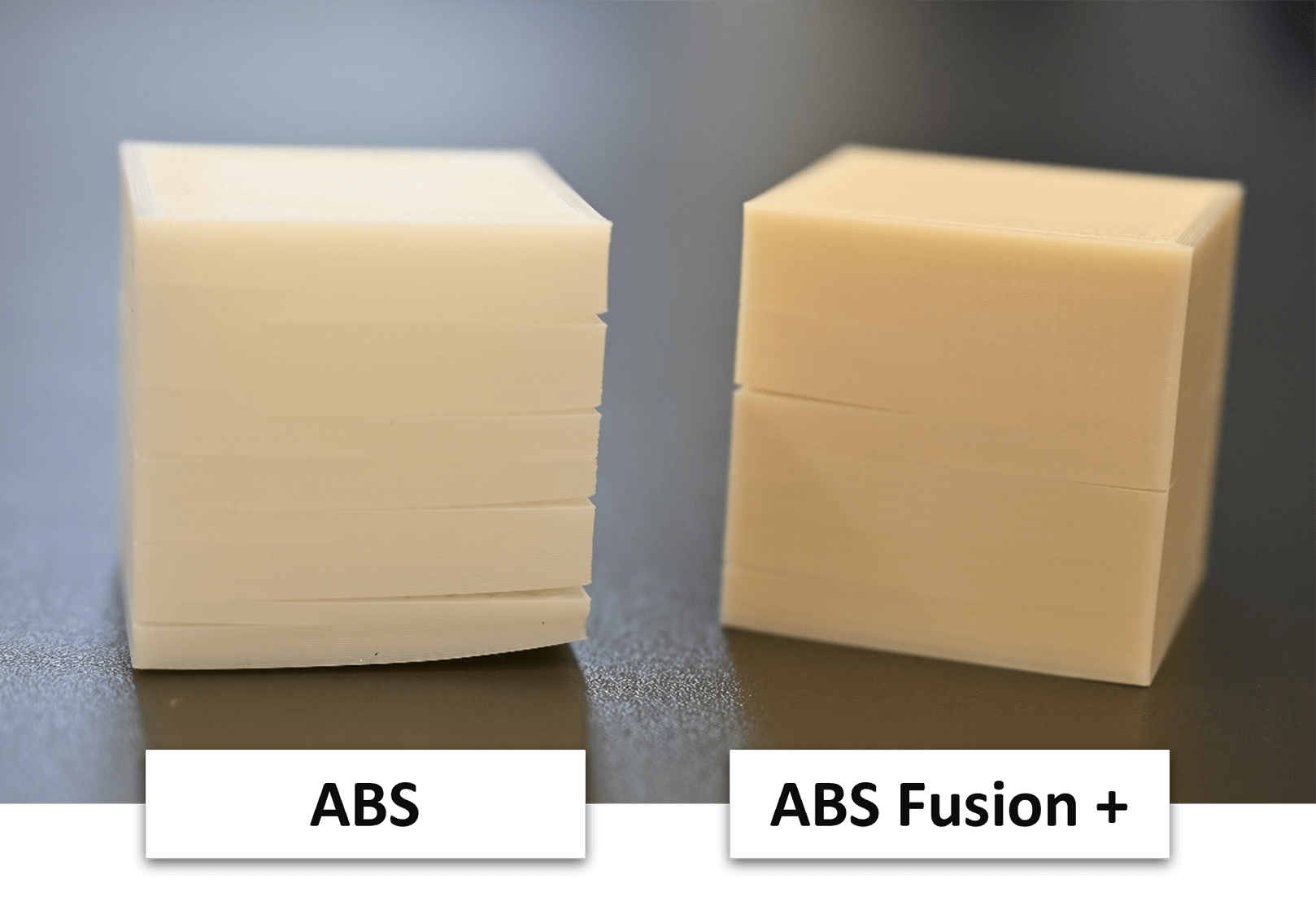
Doplním ještě jeden postřeh z našeho měření. Pro testování jsme porovnávali i klasické ABS a ABS Fusion +, jenž je speciálně modifikované, aby bylo méně náchylné na deformaci a praskání v otevřených tiskárnách. Tuto vlastnost materiálu ABS Fusion + jsme si ověřili tiskem kvádrů o základně 4 x 4 cm a výplní 30 %. Na obrázku můžete vidět, že klasické ABS vykazuje mnohem větší deformaci a praskání než ABS Fusion+.
Nicméně když se znovu podíváte na tabulku naměřených hodnot výše, je vidět, že při přetržení vydrželo ABS Fusion + o skoro 200 N méně, než klasické ABS.
Z těchto testů je patrné, že je opravdu možné na různých tiskárnách tisknout široké spektrum materiálů, ale výsledné vlastnosti mohou být zásadně rozdílné. Pokud potřebujete využít maximální potenciál materiálu, je třeba při tisku a chladnutí zajistit stoprocentně vhodné podmínky. Dodržet správný technologický postup se tedy vždy vyplácí.


