UDRŽITELNOST
Roboti dávají druhý život bateriím z elektromobilů
Automatizace a robotika se staly v minulých dekádách synonymem pro hromadnou výrobu, která výrazně snížila výrobní náklady, zvýšila dostupnost zboží a zvýšila životní úroveň velké části společnosti. Nízké výrobní náklady přinesly i negativní dopady: plýtvání s materiálovými i energetickými zdroji. Výrobky se přestalo vyplácet opravovat a začala se zkracovat jejich morální životnost.


Autor: doc. Ing. Petr Kadera, Ph.D., Český institut informatiky, robotiky a kybernetiky ČVUT
Z pohledu automatizace a robotizace je rozebrání používaného výrobku a jeho případná oprava technologicky mnohem náročnější než jeho výroba. Důvodů je celá řada, ale mezi hlavní patří typová rozmanitost zpracovávaných výrobků a používáním výrobku způsobené tvarové odchylky od konstrukčního návrhu.
Na CIIRC ČVUT ve skupině inteligentní systémy pro průmysl vznikl prototyp flexibilní továrny, která se na práci s oběma typy variability specializuje. Na typovou rozmanitost cílíme metodami modelem řízené výroby a na tvarovou variabilitu zapojením metod strojového vnímání. Modelem řízená výroba používá obecný řídicí systém obsahující formální popis řízeného výrobního systému a konkrétního typu výrobku. Jedná se o posun od procedurálního přístupu, při kterém se definuje výrobní procedura jako sekvence pevně daných výrobních operací, k deklarativnímu stylu, ve kterém se definuje, jaké akce daný výrobní systém může udělat, a dále jeho počáteční a cílový stav. Nový výrobek se pak do systému přidává pomocí modelu popisujícího jeho konstrukci, což je obvykle mnohem jednodušší než naprogramování nového výrobního postupu.
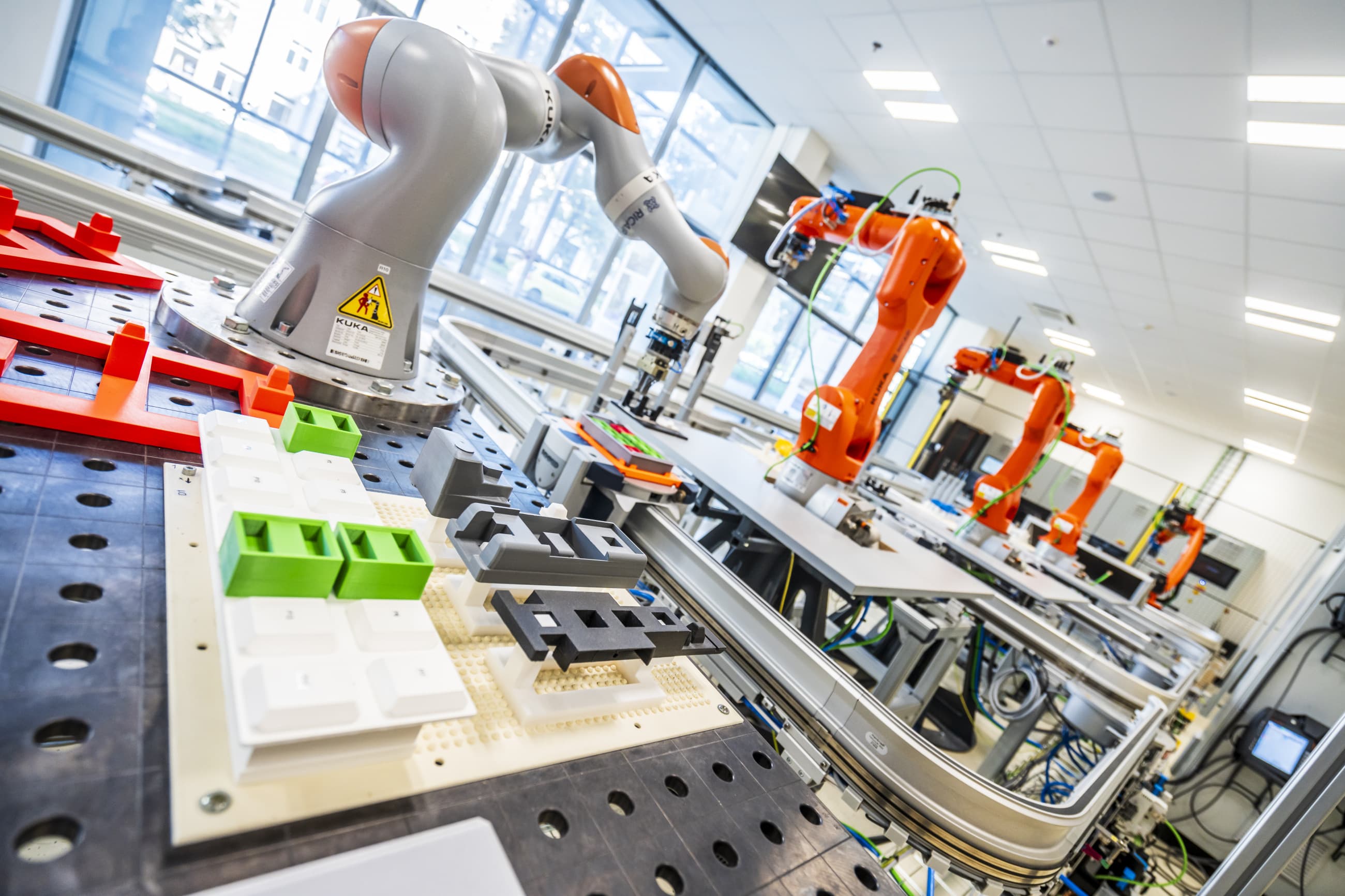
Ukázka práce na zmenšeném modelu. Zdroj: J. Ryszavý, ČVUT
Tvarová variabilita výrobku způsobená jeho používáním neumožňuje při rozebírání využít přístup převládající při jeho výrobě – opakování konstantní sekvence robotických pohybů po stále stejných trajektoriích. Místo toho musí robot vnímat např. pomocí kamery nebo silového senzoru aktuální situaci, které musí přizpůsobit své pohyby.
Vytvoření metod pro řešení obou typů výrobní variability nám umožnilo zapojit se do projektu IPCEI (významné projekty společného evropského zájmu) na téma robotické rozebírání baterií z elektrických automobilů. Projekt koordinuje slovenská společnost ZŤS Výskum a vývoj, CIIRC na jeho řešení spolupracuje se společností DEL. Cílem projektu je z použitých baterií získat moduly, které se využijí při výrobě stacionárních bateriových úložišť. Rolí CIIRC je návrh celkové koncepce budoucí továrny, ověření funkčnosti navržených přístupů pomocí fyzických demonstrátorů umístěných v Testbedu pro Průmysl 4.0 a virtuální zprovoznění navržené továrny, které umožní otestovat řídicí systémy a pomocí nástrojů virtuální reality nahlédnout do jejího fungování.
Aktuální řešení je připravované na souběžné zpracovávání baterií z několika typů elektrických vozů různých automobilek. Systém tvoří tři typy pracovních buněk nazvaných šroubovací, manipulační a manuální. Přepravu zpracovávaných baterií, odvoz modulů určených k opětovnému použití a svoz dílů určených k recyklaci zajišťuje flotila mobilních robotů, tzv. AGVs (Automated guided vehicles). Rozdělení operací mezi jednotlivé buňky a koordinaci jejich operací včetně přepravy materiálu realizuje systém pro řízení výroby nazvaný PyMES vyvinutý na CIIRC.
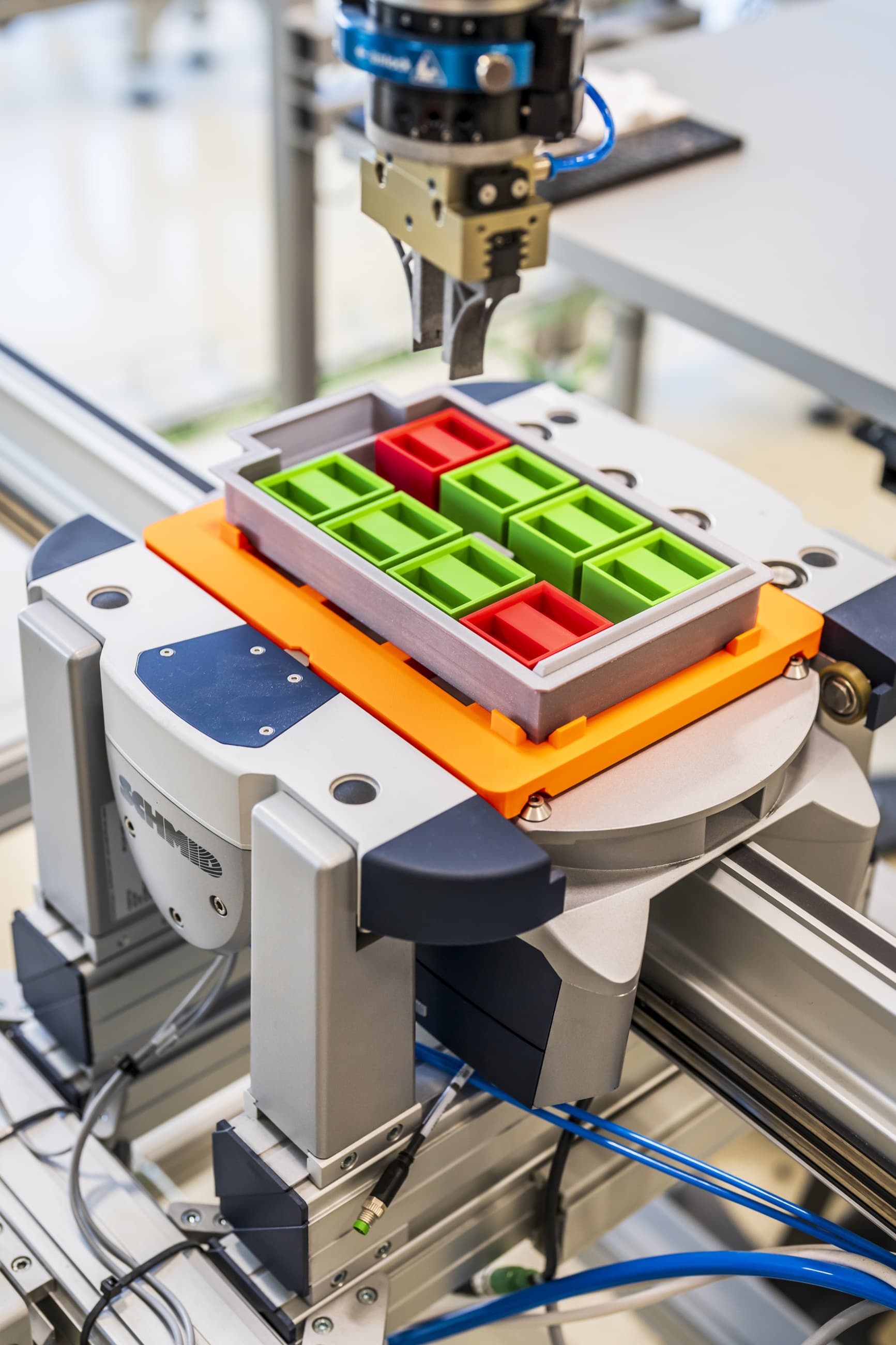
Zdroj: J. Ryszawý, ČVUT
Šroubovací buňka je v rámci tohoto projektu robotické pracoviště vybavené šestiosým robotem, který manipuluje s automatickým šroubovákem. Pracoviště je dále vybaveno kamerovým systémem, který umožňuje přesně určit pozici zpracovávané baterie a dále pozici jednotlivých šroubů určených k rozšroubování. Manipulační buňka je robotické pracoviště s uchopovacími prvky navrženými pro odebírání různých bateriových komponent, jako je víko baterie nebo jednotlivé bateriové moduly.
V manuální buňce se provádějí operace, které ekonomicky nedává smysl provádět robotem nebo které se robotem nepovedlo úspěšně dokončit. V prvním případě jde např. o rozpojování elektrických konektorů, v druhém případě o řešení nedokončených šroubovacích operací, kdy automatický šroubovák detekoval nestandardní průběh povolovacího momentu. Informačně je tato buňka přímo propojena se systémem řízení výroby, který obsluze dává instrukce, jaké operace má vykonat, připojený projektor vizuálně zvýrazňuje, kde má místo, kde má být další operace provedena. Splnění každé operace obsluha potvrdí pomocí připojeného dotykového panelu.
Výzkumná a vývojová etapa projektu bude zakončena letos, aby se od příštího roku začalo pracovat na zavedení vyvinutých technologií do reálného provozu.